


Time:2023-02-10 Preview:
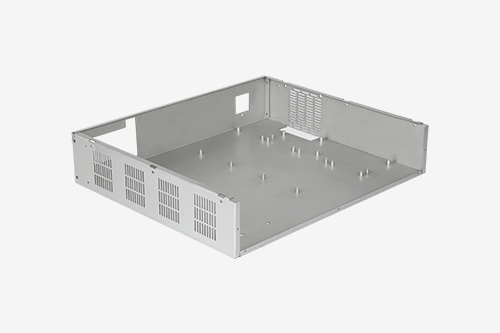
The thinning and pull depth is usually a forming process that is performed after processing high -quality small hardware, after pulling the deep process or cold squeeze forming process, to achieve the forming of extremely thin -walled cup parts, and it can also be used to achieve extremely thin walls. The formation of pipes. Decreasing and pulling depth is also a common process in the deep process. It is usually used to make workpieces with different thickness and high height between the wall and the bottom, such as high -voltage containers, pressure cookers, etc., or thin -walled pipes with multi -layer capacitors. Dilute stretching at room temperature.
Materials that are usually used for thin stretch are: copper, oxygen copper, phosphorus copper, aluminum, aluminum alloy, low -carbon steel, stainless steel, etc.
1. Features of thinning and stretching:
(1) The gap between the concave mold and the convex mold is less than the thickness of the blank material, and the straight wall of the blank material is compressed when passing through the gap, resulting in a significant thinning, which increases the height of the side wall, so it is called thinner stretching.

(2) The quality of the anti -tension parts is high, the wall thickness is uniform, the wall thickness deviation is within ± 0.01mm, and the surface roughness RA value is below 0.2um. Because high -quality metal stamping parts are squeezed in two -way during processing, the grains are small and dense, and the intensity is increased.
(3) The residual stress of stretch parts after thinning is large, and even cracks occur during the storage process, which can be eliminated by low temperature.
(4) There is no fold problem (compared with the constant thin stretching), nor does it require a clamp holder.
2. There are two methods for automatic hardware processing, namely refinement and stretching:
(1) The wall thickness is thinner, the inner diameter is smaller -deformation and stress are more complicated, and the workpieces are easy to crack, so it is usually not used.
(2) The wall thickness is thinner, and the inner diameter has not been significantly reduced -this is a common method
 Related News
Related News·Maintenance of CNC mechanical parts ·CNC maintenance ·Processing process flow of energy storage box ·What skills do you need to master in CNC machining of aluminum alloy ·Basic maintenance methods for CNC machining centers ·Have you ever understood the development background of CNC lathe machining ·How to improve the quality of high -precision parts processing in the hardware processing plant ·Summary of Automotive Parts Processing Technology · How to Improve the Service Life of Large CNC Drilling Machines ·CNC repair
 No. 8 Huaxia Second Ring Road, Qiaotou Town, Dongguan City, Guangdong Province
No. 8 Huaxia Second Ring Road, Qiaotou Town, Dongguan City, Guangdong Province
 +86 755 2723 0088 Ms. Xie
+86 755 2723 0088 Ms. Xie
 +86 755 27230373
+86 755 27230373






Products

About Us
Applications
Support
News






















 CH
CH
 Related Products
Related Products




